Best practice: Focus on ink standards.
Ink standards are the first line of defense when ensuring the package on the grocery store shelf matches a targeted color.
Color can be challenging, given the need for accurate reproduction on a variety of substrates, on multiple types of equipment, run by a variety of people, using many different processes, in all types of environments.
Nevertheless, every package represents the brand’s identity, so perfection is the only option. Realistically, however, challenges can and do arise. For this reason, it is important to better understand ink, ink quality, and how best to achieve accurate color representation.
Where Color Consistency Begins: Supplier Selection
Printing equipment has come a long way from the days when every adjustment required stopping the press and adjusting the plates for each individual color with a wrench. Yet while processes have become much more automated and precise in the last few decades, a great deal of variability can still creep in – resulting in flaws that are visible to the naked eye.
 When this happens, even a consumer lacking the technical knowledge to understand what happened will be aware that something isn’t right. The human eye is a highly accurate instrument, capable of detecting tiny inconsistencies…even if the viewer doesn’t understand why a logo, package or other color-dependent element looks “wrong.”
When this happens, even a consumer lacking the technical knowledge to understand what happened will be aware that something isn’t right. The human eye is a highly accurate instrument, capable of detecting tiny inconsistencies…even if the viewer doesn’t understand why a logo, package or other color-dependent element looks “wrong.”
Fortunately, color variability can be minimized proactively even before a batch of ink is mixed by ensuring as much raw material consistency as possible.
Strict raw material supplier expectations are therefore mission critical. Setting high standards at the very beginning of the manufacturing cycle can help to flatten the wave of variability throughout the process — and more importantly, in the finished product.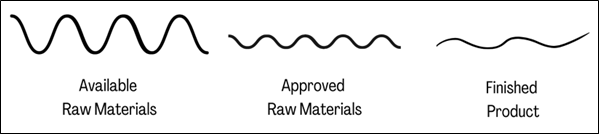
To achieve this consistency across batches, a rigorous raw material risk assessment and supplier approval process is essential to qualify and maintain the status of raw materials and suppliers globally. At Colorcon, for example, we carefully screen both vendors and pigment grades to find the best options for each customer application.
A reputable supplier should have a demonstrable history of producing acceptable product. This can be evidenced by years in business, customer opinions and past audit results. As a baseline requirement, the supplier must also meet all industry standards and relevant regulatory requirements. 
A good supplier approval and management process ensures lot-to-lot consistency of raw materials, which in turn lowers the risk for brands dependent on faithful batch-to-batch color reproduction.
We recommend that the supplier approval process include a well-rounded assessment from all three arms of the quality system:
- Regulatory Affairs confirms that materials are acceptable for use within the applications and intended distribution markets. This team must keep current with the ever-changing regulations by region and ensure individual materials meet the required guidelines.
- Quality Assurance (QA) maintains compliance and oversees process controls. The QA team confirms individual suppliers meet your standards and maintain a high level of dependability.
- Quality Control (QC) must control product specifications and ensure consistency from batch to batch. It’s QC’s responsibility to ensure raw material specifications align with customer needs.
From Raw Materials to High-Quality Color
Whether you are painting a wall or printing packaging materials, the use of drawdowns to ensure quality has been a staple of paint makers, ink manufacturers and in-house ink departments for years. But repeatability has been a struggle for just as long.
When selecting raw materials, a drawdown of each component in a final ink formulation can improve the manufacturer’s ability to set standards and create reproduceable formulations at commercial scales. The keys to achieving the highest-quality ink are three-fold:
- DensityL*a*b*
- L*a*b*
- Delta E standards
We all understand density, but what are the other two and why do they matter to drawdowns?
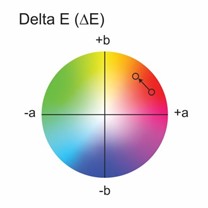
Delta E is a metric for understanding how the human eye perceives color difference. It is the measure of change in visual perception of two given colors. The term “delta” comes from mathematics, meaning change in a variable or function. The suffix “E” references the German word empfindung, which loosely translates to “sensation.”
Defining L*a*b* is a little harder. It’s similar to geographic coordinates—longitude, latitude and altitude. The color values give us a way to locate and communicate colors where ‘L’ is lightness, ‘a’ is a value along red/green axis, and ‘b’ is a value along the blue/yellow axis.
Ink technicians have a variety of tools for correlating this information to the inks that will ultimately be used in printing/packaging operations. As technology has improved, so has our ability to manage and measure ink properly. Over time, the variables that have traditionally prevented printers from achieving maximum press-side productivity have been virtually eliminated by technology.
The value of modern ink proofing technology and enhanced calibration is readily applicable to the coating industry and specialty coatings systems, as well as proofing for all printing processes.